
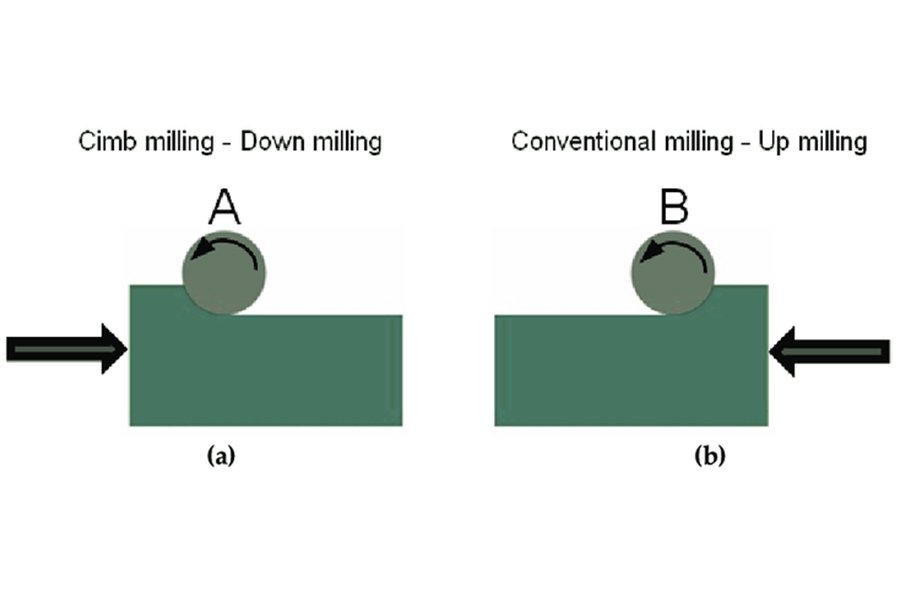
Climb Milling vs. Conventional Milling: A Battle for Manufacturing Precision
In mechanical processing, milling is crucial for metalworking. This guide explores climb milling (down milling) and conventional milling (up milling), focusing on their impact on ...

Resin Vs. Plastic: Understanding The Core Differences For Better Material Selection
In materials science, resins and plastics are pivotal polymer materials widely used in daily life and industrial production. Despite functional similarities, their core differences are ...
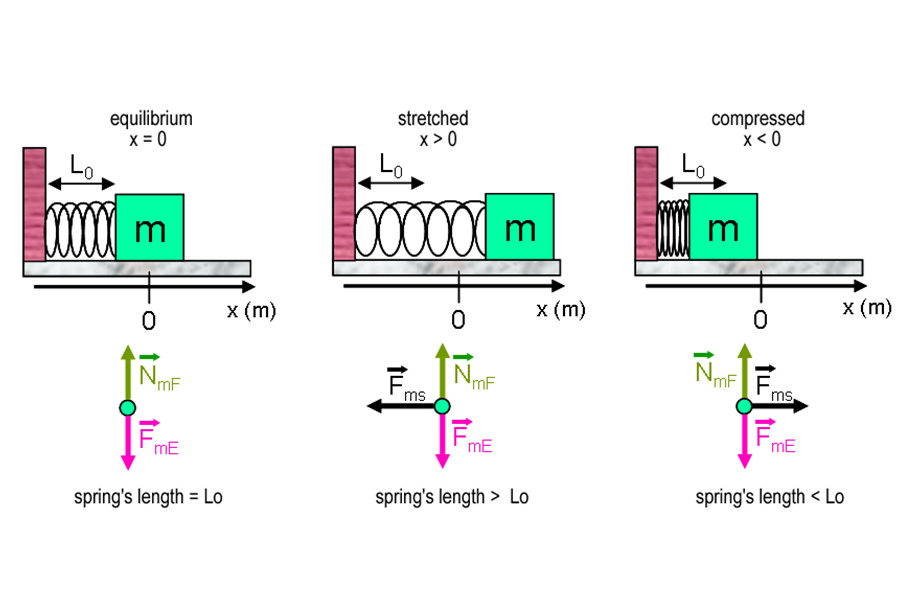
How Do Mechanical Springs Store Energy?
In the vast field of mechanical engineering, mechanical springs, as a basic and important component, play a key role in storing and releasing energy. With ...