

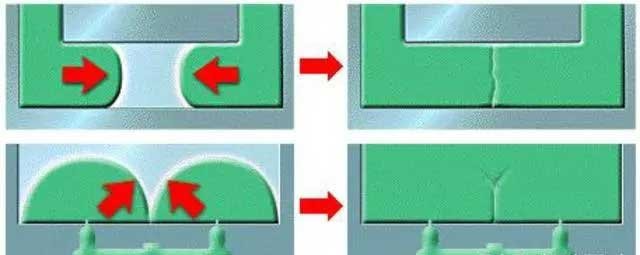
Welding lines are a common but headache problem in the process of plastic injection molding. Welding lines are linear defects caused by the opposite flow direction or inconsistent speed of molten plastic during injection molding. These welding lines not only affect the appearance quality of the product, but may also cause problems such as decreased strength and air leakage.
In this article, we will provide some methods and technologies to reduce the occurrence of welding lines, and show the actual application effect through Case study
Overview of Injection Molding Process
Before discussing how to reduce welding lines, let’s first understand the basic concepts and principles of injection molding.
Definition and principles of injection molding
Injection molding is a commonly used plastic machining method that involves injecting molten plastic into a mold, cooling and solidifying it to obtain the desired plastic product. We will briefly introduce the principle and process flow of injection molding in order to better understand the sources of welding wiring problems.
Principles of Injection Molding
The principle of injection molding is based on the melting and flowability of plastics. The following is a brief introduction to the principles of injection molding:
1.Melting of plastic: Transforming plastic particles into flowable molten plastic by heating and melting.
2.Injection of plastic: Molten plastic is injected into the cavity of the mold through the high-pressure action of the injection machine.
3.Cooling and solidification: Once the plastic enters the mold cavity, the coolant in the cooling system will absorb heat, allowing the plastic to quickly cool and solidify.
4.Mold opening and product removal: After cooling and solidification, the mold plates are separated and the finished product is taken out.

process flow of injection molding
The process flow of injection molding usually includes the following Committed step:
1.Mold closure: Close two mold plates to form a closed chamber.
2.Injection molding material feeding: Injecting pre heated and melted plastic particles into the feeding system of the mold through the feeding port.
3.Plastic filling: During the injection process, the injection molding machine injects molten plastic into the cavity of the mold through high pressure.
4.Cooling and solidification: After the plastic filling is completed, the plastic in the mold begins to cool and solidify, becoming sturdy.
5.Mold opening: After completing cooling and solidification, the mold plates are separated and the finished product is taken out of the mold.
6.Product processing: Perform necessary post-processing on the removed product, such as removing excess materials, trimming edges, etc.
Common problems in injection molding
In addition to welding line issues, there are also some other common quality issues during the injection molding process, such as warping, bubbles, short flow, thermal deformation, etc. We will briefly introduce these issues in order to distinguish welding line issues from other issues.
1.Welding line issues
Welding lines are common defects in injection molding, which are caused by incomplete fusion of molten plastic during the filling process. Welding lines may cause poor appearance, reduced strength, or even cracking of the product. Here are some methods to solve welding line problems:
1.Design optimization: Avoid sharp angles and complex intersecting structures, reduce the generation of welding lines.
2.Injection molding parameter adjustment: Adjust parameters such as injection speed, pressure, and temperature to improve the fluidity and fusion of plastics.
3.Mold improvement: Optimize the cooling system of the mold to ensure uniform cooling of plastic in the mold and reduce the formation of welding lines.
2.Short flow issues
Short flow refers to the failure of plastic flow to fill certain parts of the mold during injection molding, resulting in unfilled areas on the surface or inside of the part. This may lead to issues such as inaccurate product dimensions and insufficient strength. Here are some methods to solve the short flow problem:
1.Mold improvement: Optimize the flow channel and cooling system of the mold to ensure uniform plastic flow and no blockage.
2.Injection molding parameter adjustment: Adjust the injection speed and pressure to ensure that the plastic can fully fill every corner of the mold.
3.Increase filling time: Extend injection time to allow enough time for plastic to fill the mold.
3.Bubble and warping issues
Bubbles and warping are common quality issues in injection molding, which may lead to poor product appearance, dimensional deformation, etc. Here are some methods to solve the problem of bubbles and warping:
1.Control the melting temperature of plastics: Excessive melting temperature may cause bubble problems, and adjusting the melting temperature appropriately can reduce the generation of bubbles.
2.Optimize the mold and cooling system: Improve the cooling system of the mold to ensure sufficient cooling of the plastic during the injection process and reduce the possibility of warping.
3.Injection speed and pressure control: Adjust the injection speed and pressure appropriately to reduce the generation of bubbles.
4.Thermal deformation issues
Thermal deformation refers to the shape change of injection molded parts during the cooling process due to internal stress release. Thermal deformation may cause problems such as unstable product size and poor appearance. Here are some methods to solve the problem of thermal deformation:
1.Cooling time control: Ensure sufficient cooling time to fully cure and stabilize the parts.
2.Mold temperature control: By optimizing the temperature control system of the mold, the cooling rate of the plastic is controlled to reduce the possibility of thermal deformation.
3.Material selection: Choose plastic materials with lower thermal deformation properties to reduce the occurrence of thermal deformation problems.
Influence of Welding Lines on Injection Molding
Welding line refers to the joint line formed during injection molding due to incomplete melting of plastic. These welding lines may have a negative impact on the physical properties and service life of the parts. Here are some possible impacts:
1.Strength reduction
The presence of welding lines can cause the internal continuity of the part to be damaged, thereby reducing the overall strength of the part. In some applications, strength is a key factor, so welding lines may affect the reliability and service life of parts.
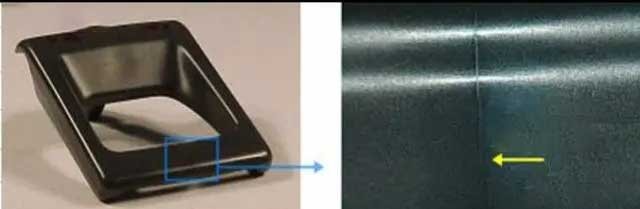
2.Appearance defect
Welding lines usually form protrusions or depressions on the surface of parts, which affects the appearance quality of the parts. This is particularly important in industries that require high appearance requirements, such as automobiles, home appliances, etc. The presence of welding lines may lead to product rejection or non-compliance with user expectations.

3.Causing leakage or leakage
The welding line is an incomplete fusion area inside the part, which may lead to a decrease in sealing performance, leading to leakage or leakage problems. In certain applications, such as liquid containers or pipeline systems, leakage issues may seriously affect the usability and safety of products.
4.Difficulty in subsequent processing
If the parts require subsequent processing or surface treatment, the welding line may increase the complexity of the treatment. The presence of welding lines may require additional sanding, trimming, or grinding processes, increasing production costs and processing time.
Key factors in reducing welding lines
There are many reasons for the occurrence of welding lines, including factors such as plastic fluidity, mold design, and injection parameters. The following are some key factors that can help you reduce the occurrence of welding lines:
Selection of plastic materials
Choosing plastic materials with good fluidity can reduce the occurrence rate of welding lines. Select plastic materials with low viscosity and high fluidity to ensure that the plastic can fully blend and flow during the injection process.
Here are some recommended plastic material choices:
1.High flowability plastics
Choose plastic materials with good flowability, such as polypropylene (PP), polyethylene (PE), and polycarbonate (PC). These materials have lower viscosity and can better fill the mold cavity, reducing the formation of welding lines.
2.High heat resistant plastics
For parts that need to work in high-temperature environments, choose plastic materials with high heat resistance, such as nylon and polyamide. High heat resistant materials can reduce welding line problems caused by high melting temperatures.
3.Homogeneous materials
When injection molding multiple plastic material combinations of parts, choose homogeneous materials with similar melting temperatures and compatibility. This can avoid incompatible material binding during the injection process and reduce the generation of welding lines.

Design optimization and mold improvement
By designing the product structure reasonably and avoiding sharp angles and complex intersections, the occurrence of welding lines can be reduced. At the same time, improving the mold structure and cooling system to ensure the uniformity and speed consistency of plastic flow can also effectively reduce the generation of welding lines.
Here are some suggestions:
1.Avoid sharp angles
Sharp angles can cause poor plastic flow and increase the generation of welding lines. Try to avoid sharp angles in the design and use smoother curves instead.
2.Simplified structure
Complex cross structures can easily lead to the formation of welding lines. Simplifying the design and avoiding cross structures as much as possible can help reduce welding lines.
3.Cooling system optimization
Optimize the cooling system of the mold to ensure uniform cooling effect. Adequate cooling time helps to reduce the generation of welding lines.
4.Mold surface treatment
Use appropriate mold surface treatment methods such as polishing and coating to reduce adhesion of welding lines.
Optimization of Injection Molding Parameters
Controlling parameters such as injection speed, pressure, and temperature can optimize the flow and filling process of plastics and reduce the occurrence of welding lines. We will introduce some commonly used injection molding parameter optimization methods and techniques to help you achieve the best molding effect. Here are some suggestions:

1.Injection speed and pressure control
Excessive injection speed and pressure can cause plastic to flow too quickly, which is not conducive to full fusion. According to the specific situation, reduce the injection speed and pressure appropriately to promote uniform plastic filling.
2.Control of holding time and cooling time
Ensure sufficient holding time and cooling time. A sufficiently long holding time can eliminate bubbles and reduce residual stress, while a sufficiently long cooling time helps to solidify the plastic and reduce the formation of welding lines.
3.Temperature control
reasonably control the temperature during injection molding, including barrel temperature, mold temperature and Hot runner temperature. Stable temperature control helps to reduce the generation of welding lines.
Optimization of Hot runner system
By reasonably designing and optimizing the Hot runner system, the temperature uniformity and fluidity of plastics can be improved, thus reducing the production of welding lines. We will introduce some optimization methods and technologies of the Hot runner system to help you improve the welding line problem in the injection molding process
1.Hot runner design
optimize the design of the Hot runner system, ensure that the plastic maintains a uniform temperature distribution during the injection process, and reduce the welding line problems caused by uneven cooling.
2.Temperature control
precisely control the temperature in the Hot runner system, and adjust it according to specific needs. Reasonable temperature control helps to reduce the generation of welding lines.
3.Valve control
Use an accurate valve control system to ensure the accuracy and consistency of plastic flow. Accurate valve control helps reduce the formation of welding lines.
Specific methods for reducing welding lines
Welding line detection and analysis technology
Understanding the location and cause of welding lines is the key to solving the problem. By using advanced welding line detection and analysis techniques, welding lines can be detected and positioned early, and solutions to problems can be found. We will introduce some commonly used welding wire detection and analysis techniques to help you better understand welding wire problems.
1.Visual inspection
The presence of welding lines on the surface of injection molded parts can be preliminarily determined through visual inspection. Operators should be trained to familiarize themselves with the appearance characteristics of the welding line, and promptly detect and record the position and degree of the welding line.
2.Cross section analysis
By conducting cross section analysis on the welding line, the causes and mechanisms of its formation can be understood. Use tools such as a microscope to observe the structure and characteristics of the welding line to help determine improvement measures.
3.Thermal imager detection
The thermal imager can detect the temperature distribution on the surface of the injection molded parts, so as to find potential welding line problems. By observing the thermal image, the hot spot area formed by the welding line can be located to guide subsequent optimization measures.
4.Pressure sensor
The pressure sensor monitors the pressure changes of the injection molding machine. Abnormal pressure curves may indicate the presence of welding lines. By analyzing and comparing pressure data, the location and cause of welding lines can be identified.
5.Capillary flow testing
Capillary flow testing is a commonly used detection method that can evaluate the flowability of plastic materials. By observing the morphology and velocity of capillary flow, the probability of welding lines occurring during the injection process can be predicted. Based on the test results, injection molding parameters and mold design can be adjusted.
6.Welding line analysis
For formed welding lines, cross-sectional analysis and microscopic observation can be used to understand the causes and formation mechanisms of welding lines. By analyzing the results, mold improvement, material adjustment, or process optimization can be carried out.
Mold surface treatment and lubrication
By using appropriate surface treatment methods and lubricants, the fluidity of plastics can be improved and the generation of welding lines can be reduced. We will introduce some commonly used surface treatment and lubrication methods for molds, as well as suggestions for selecting suitable lubricants.
1.Polishing treatment: Polish the surface of the mold to improve its smoothness and reduce the formation of welds. Polishing can reduce the surface roughness of the mold and reduce the friction of the plastic during the injection process.
2.Silicone oil lubrication: Use an appropriate amount of silicone oil or lubricant to form a thin film on the surface of the mold, reducing friction and adhesion between the plastic and the mold, thereby reducing the production of welding lines.
3.Coating protective agent: Select a suitable coating protective agent and evenly apply it to the surface of the mold to reduce the adhesion and adhesion of plastic to the mold during the injection process. Commonly used coating protective agents include silicone oil, PTFE coating, etc.
Suggestion for selecting the appropriate lubricant:
1.Consider material compatibility: Choose lubricants that are compatible with injection molding materials to avoid adverse reactions with plastics.
2.Consider temperature requirements: Ensure that the selected lubricant maintains stable performance during the injection molding process and does not fail due to temperature changes.
3.Considering environmental friendliness: Choose environmentally friendly lubricants to comply with relevant regulations and environmental requirements.
4.Conduct testing and validation: In actual production, conduct small-scale testing and validation of lubricants to ensure their effectiveness and applicability.
Adjustment and maintenance of injection molding machine
Ensuring accurate parameter adjustment of the injection molding machine and regular maintenance can improve the stability and consistency of the molding process and reduce the occurrence of welding lines.
1.Temperature control: The temperature control of injection molding machines is crucial for reducing welding lines. Ensure that the melting temperature, mold temperature and Hot runner temperature of injection plastic are stable and controllable, and avoid welding line problems caused by too high or too low temperature.
2.Pressure and speed control: Adjust the pressure and speed parameters of the injection molding machine appropriately to ensure uniformity and stability during the plastic filling process. Adjust and optimize according to specific material and product requirements.
3.Maintenance and upkeep: Regularly inspect and maintain various components of the injection molding machine, including screws, barrels, nozzles, etc. Pay attention to cleaning the injection device, replace worn or damaged components in a timely manner, and ensure the normal operation of the equipment.

Case study
In this section, we will show how to apply the above methods and technologies to reduce the occurrence of welding lines through two specific Case study. These Case study will provide you with practical reference and enlightenment to help you solve the problem of welding line
Case 1: Reducing Welding Lines through Material Improvement
Problem description:
Our injection molding factory often encounters welding line issues during the production process of certain plastic parts, leading to a decrease in product quality and affecting customer satisfaction. After analysis, we found that the welding line was mainly caused by the unsuitable plastic material used. Raw materials have a high melting temperature and viscosity, making it easy to produce welding lines during injection molding.
Solution:
Technical parameter optimization: For new materials, we optimize and adjust the temperature, pressure, and speed parameters of the injection molding machine. By adjusting the injection molding parameters appropriately, ensure that the plastic flows fully in the mold and reduce the formation of welding lines.
Material selection optimization: By collaborating with material suppliers, select plastic materials with lower melting temperature and viscosity. A lower melting temperature helps to reduce the viscosity of the material, making it easier for plastic to fill the mold and reducing the generation of welding lines.
Case Results:
After optimizing the selection of plastic materials and adjusting injection molding parameters, we have successfully reduced the occurrence of welding lines. The use of new materials has effectively solved welding line problems, significantly improved product quality, and improved customer satisfaction.
Case 2: Improvement of Mold Structure to Solve Welding Line Problems
Problem description:
Our injection molding factory produces a specific product that frequently experiences welding line issues during the injection molding process. Although we have taken material optimization measures, the problem still exists. After further analysis, we found that the welding line issue is related to the mold structure.
Solution:
Mold structure optimization: We have hired professional mold designers to optimize the mold structure. By increasing the uniformity of product filling and reducing the flow resistance of plastic during the injection process, targeted reduction of welding lines can be achieved.
Surface treatment improvement: Improve the surface of the mold by using polishing and other methods to improve the smoothness and smoothness of the mold surface. At the same time, apply appropriate lubricants to reduce friction and adhesion between the plastic and the mold, effectively reducing the formation of welding lines.
Case Results:
By optimizing the mold structure and improving surface treatment, the welding line problem has been effectively solved. The optimized mold structure makes the plastic filling more uniform and reduces the generation of welding lines. The improvement of the mold surface and the application of lubricants have reduced friction and adhesion, further reducing the formation of welding lines. The appearance quality and performance of the product have been significantly improved, and customer satisfaction has also been further improved.
conclusion
By scientifically and reasonably applying these methods and technologies, we can effectively reduce the occurrence of welding line problems, improve product quality and production efficiency, and meet customer needs. We hope this article will be helpful for you to understand how to reduce welding line problems in injection molding. If you have any questions or further needs, please feel free to contact us and we will be happy to provide you with support and assistance
E-Mail:gloria.wu@longshengmfg.com
FAQ
The welding line problem is the phenomenon of incomplete surface or internal connections of plastic parts during injection molding. It usually manifests as small cracks, fractures, or incomplete fusion marks on the surface of the part.
Common lubricants include silicone oil, polytetrafluoroethylene (PTFE), diatomaceous earth, and metal lubricants. Choosing a suitable lubricant should consider factors such as the characteristics of plastic materials, molding conditions, and required surface finish.
Welding line issues can reduce the strength and sealing performance of products, affect their appearance quality, and may lead to problems such as leakage, rupture, or failure during use.
