

Stainless steel is a commonly used material used to make a variety of products such as screws and bolts. Stainless steel is characterized by corrosion resistance, high temperature resistance and good strength.
To obtain high-quality stainless steel threaded workpiece, CNC turning is an efficient and accurate method, whether it is internal or external thread, CNC turning can accurately process the ideal thread.
In this article, we will introduce the method of CNC turning stainless steel thread machining. Whether you are a novice or an experienced engineer, we can help you better understand and apply this technology.
Principle of thread machining in CNC lathe
CNC turning thread and ordinary lathe thread has a big difference, ordinary lathe is through the gear mechanical transmission and screw linkage after turning, that is, every turn of the spindle, the tool holder moves a thread lead, in the whole thread machining process this transmission chain can not be disconnected, otherwise it will be confused.
CNC turning is to send a pulse signal to enter the CNC system through the encoder installed on the spindle. The CNC system performs calculation and control, and sends instructions to control the servo motor to control the tool movement through the ball screw to realize the thread turning. In order to make the thread turning not snap in the multi-tool, the pulse signal is detected to control the initial machining position of the thread. The spindle rotates, the tool waits for the spindle encoder to send a synchronization signal (zero signal) after the turning movement, then the second tool thread, the tool back to the starting point of the last turning position, or wait to receive the synchronization signal (zero signal) after turning again, so that the turning thread is always on the same helix, so there will be no random buckle phenomenon.

Stainless steel thread machining method
Stainless steel thread machining is a common machining requirement, which is widely used in various industries. The following will introduce the internal and external machining methods of stainless steel threads.
1.Internal Thread machining Method
Internal thread machining refers to the machining of threads in a hole. In CNC turning, internal thread machining generally adopts the method of thread tapping. By reasonably setting the parameters of the workpiece and tool, control the turning tool to turn according to the set program, and finally realize the machining of internal thread.
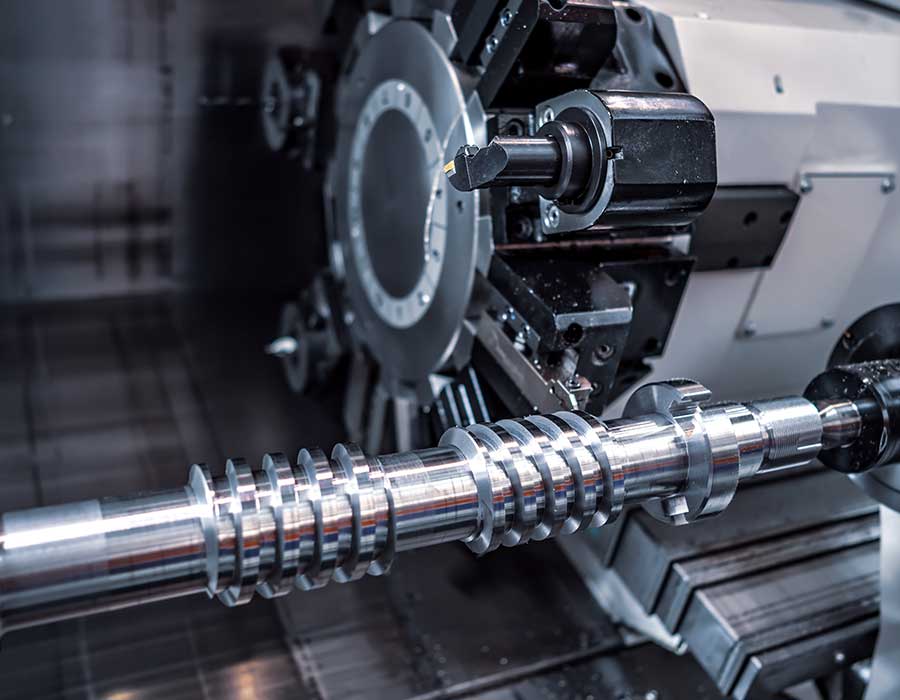
2.External thread machining method
External thread machining refers to the machining of threads on rod-shaped workpieces. In CNC turning, external thread machining is generally done by turning. By reasonably setting the parameters of the workpiece and cutter, the lathe is controlled to turn according to the set program, and finally the external thread machining is realized.
3.G92 G code
The G92 G code is used to set the offset of the workpiece coordinate system and axes. Using this code, the operator can precisely position and Orient the threading tool on the CNC lathe for accurate threading.
4.Front cut and back cut
Front cutting and back cutting are two common CNC turning methods used to control the machining force and cutting speed of the tool on the stainless steel material. The front cut is used for rough machining, and the back cut is used for fine machining, which can ensure the quality and machining efficiency of the thread.
Numerical control turning stainless steel tool problems and solutions
The surface roughness of the thread is too poor after CNC cutting, and the phenomenon of fish scale ripple and nibbling is the most common phenomenon encountered in stainless steel thread turning. The reasons for these phenomena are:
(1) The back Angle of both sides of the thread turning tool is too small
The friction between the two sides of the edge and the back of the thread surface deteriorates the machining surface. The influence of the thread rotation Angle on the actual back Angle of the two sides of the edge must be considered during machining.
(2) The front Angle of the thread turning tool is too small
The cutting edge is not sharp enough, the chips can not be cut off smoothly, but are partially squeezed or torn down, which must cause the surface of the thread to be very rough. When the front Angle is too large, the strength of the blade is weakened and it is easy to wear, crack and tie the knife, and it is easier to cause vibration and ripple the surface of the thread.
Therefore, the appropriate front Angle should be selected according to the different materials of stainless steel. When turning concentrated sulfuric acid resistant stainless steel threads, the front Angle should be smaller than that of turning 2Cr13 stainless steel threads, and the cutting edge on both sides of the tool should be equipped with a very narrow edge belt to avoid rapid wear of the cutting edge. When cutting 2Cr13, 1Cr17, 4Cr13, the cutting edge should be as sharp as possible, otherwise it is not easy to achieve the required good surface roughness.
(3) The thread blade is blunted
In fact, the front Angle and the back Angle are reduced from large to small, and the chips are squeezed seriously during the formation process, which increases the cutting force during the cutting process and aggravates the vibration, and the machining surface is seriously deteriorated. Therefore, when turning stainless steel threads, the blade must be kept sharp at all times and the tool head must be replaced in time.
(4) The screw tool is not fixed firmly
The thread turning head extends too long, the tool rod is not rigid enough, or the machine tool accuracy is poor, the spindle is loose, the tool holder is partly loose and other factors will cause vibration, so that the thread surface produces ripples. Therefore, it is necessary to pay attention to the operation of machine tools, tools and workpieces during operation, so that the system has sufficient rigidity. When installing the turning tool, in addition to ensuring that the installation is firm and there can be no loosening, the tip of the turning tool should be slightly higher than the center of the workpiece 0.2 ~ 0.5mm, and must not be lower than the center to avoid the knife.
(5) Cutting parameters control
The matching degree of cutting parameters in the process of CNC cutting thread directly affects the efficiency of machining. Cutting amount is too small will aggravate the tool wear, too large will make the tool collapse, so the number of feeds and each feed will have a decisive impact on the turning thread.
In order to obtain the best tool life, the workpiece diameter should not be greater than 0.14mm thread diameter, should avoid less than 0.05mm per tool feed. The total cutting amount of machining should be set at about 0.1mm, the first cutting depth should be 150 ~ 200(percent) of the tip radius (R), the maximum can not exceed 0.5mm, for austenitic stainless steel should avoid less than 0.08mm per knife feed, internal thread with a small tip radius of the ordinary blade, As the depth of the tool decreases, the number of cuts may increase accordingly.
After machining the thread, the thread ring gauge is used to measure the phenomenon that the “through end” of the external thread cannot go in or the tightness before and after is inconsistent and the “stop end” part passes. The causes of these ills:
(1) Wrong shape of thread teeth
Even if the middle diameter of the thread has reached the specified size, the thread ring gauge and plug gauge may still not be screwed.
(2) Thread inversion
When measuring with a thread gauge, there is often a phenomenon that is limited by direction, that is, from one end of the screw tighter, and from the other end of the screw looser, and even the “through end” can not pass and the “stop end” but through the phenomenon.
(3) Inner thread bottom diameter car size
The bottom diameter of the internal thread is too small or the bottom diameter of the external thread is too large, which will also make the thread gauge can not be screwed in, which is due to the dull tool wear, the extrusion phenomenon in the cutting process, so that the outer diameter or the inner diameter of the thread is squeezed out of the burr.
(4) The turning diameter is small
When turning the internal thread with small diameter, the rigidity of the tool bar is poor due to the limitation of the size, and it is easy to produce “letting the tool” in the turning process, and even the four parts are larger, resulting in local out-of-tolerance.
(5) Effect of cutting temperature
When turning the internal and external threads of thin-walled workpieces, the workpieces will produce local deformation due to the influence of force and cutting temperature, and also produce local overshoot of threads. Therefore, in order to solve the problem of “thread gauge can not go”, corresponding measures must be taken for the above reasons, mainly from the correct installation and workpiece fitting and other aspects.
role of cooling lubricants in CNC cutting threads
Reasonable use of lubricating fluid can improve cutting conditions to achieve the effect of twice the result with half the effort. In CNC cutting stainless steel threads should be noted:
(1) To understand the special requirements of cooling lubricants
a, due to the toughness of stainless steel, cutting is not easy to be separated, so the coolant is required to have a high cooling performance to take away a lot of heat.
b, due to the large viscosity, melting, in the process of cutting thread is easy to produce debris, so the coolant should have a high lubrication performance.
c, the coolant is required to have good permeability, which can penetrate into the fine gap line in the metal zone during cutting, so that the chips are easy to break off.
d, but also have a certain washing function.
(2) Use several suitable coolants
a, vulcanized oil has better cooling performance and lubrication function, according to the different preparation methods can be divided into direct and indirect two. The formula of direct fluidized oil is: mineral oil 98(percent number), sulfur 2(percent number). Indirect vulcanized oil formula: mineral oil 78(percent) ~ 80(percent), black oil, vegetable oil 18(percent) ~ 20(percent), sulfur 1.7(percent).
b, F43 oil is suitable for stainless steel cutting cooling lubricant, the best effect on stainless steel thread. The formula is: No.5 high speed oil 83.5(percent number), petroleum calcium sulfonate 4(percent number), petroleum barium phosphate 4(percent number), oxidized petroleum lipid barium soap 4(percent number), dialkylthiophosphate 4(percent number), disulfide 0.5(percent number).
c, vegetable oil, such as soybean oil, is conducive to getting better thread surface roughness and extending the service life of the tool when turning the thread.
conclusion
Through reasonable cutting tool selection and correct machining method, stainless steel thread machining can be more efficient and accurate. The application of CNC lathe makes the machining of stainless steel thread more convenient and convenient. In practical applications, according to the specific machining requirements and workpiece characteristics, select the appropriate cutting tools and CNC machining parameters, you can achieve better machining results.
Your cnc turning threaded parts expert
Looking for a CNC turning expert for your project? Narongsheng is your most suitable choice, we have advanced equipment and experienced team, can provide customers with high quality stainless steel threading solutions. Whether it’s rapid prototyping or mass production, we can meet your needs. If you need stainless steel threading service, please feel free to contact us!
FAQ
Choosing the right cutting tool is the key to ensure the machining quality. In the machining of stainless steel threads, carbide tools or coated tools are usually used to improve cutting efficiency and life.
The processed stainless steel threads need to be deoiled and polished to improve their appearance quality and prevent oxidation.和防止氧化。
Compared with traditional methods, NC turning can provide higher machining accuracy and stability, but also improve the processing efficiency.
