

The tack weld is a pre-welding procedure that involves applying tiny beads, similar to dots, along the length of the joint. The number of tack welds required depends on the joint geometry and length. It also depends on material thickness and type.
Tack welding is a fundamental skill for all welders. Tack welding is required for almost every welding project with incredibly complex joints.
This article will explain tack welding, how and when to use it, and which tasks are available.
What Is Tack Welding?

It is a temporary process of welding that uses low heat and very short arcs to join metal pieces before final welding. This process helps to ease the welding process by ensuring that metal parts don’t move before the sheet-metal welding is completed. It is only possible to meet specifications with this process. Welding accurately would be a difficult task.
This is used to fix the parts to be welded in place. It helps to maintain location, alignment, and distance until the final welding. Tack welds, or short welds, are used as fixtures to set up workpieces. It must also be strong enough for it to withstand considerable stress.
This type of welding is used to manufacture various products, from metal boots and shoes to pipes.
Why Is Tack Welding Important?
Tack welding, although a temporary fixture, is essential for the success of general welding. Its main functions include:
- Aligning materials properly is essential.
- They are holding components in place to determine their location during welding.
- This helps to set the joint gaps.
- Could you maintain the joint gap to ensure no further changes happen?
- It increases the strength and reduces distortions of a welded joint.
- Replaces or complements fixtures where needed.
- This helps to ensure mechanical strength, even if only temporarily. Here, the aim is to ensure that the assembly maintains its shape even if manipulated.
- This type of welding allows for greater control in the production process, as it is possible to undo. This also saves time and money on identifying design flaws, as the manufacturers can see their assembly’s appearance before final welding. It helps to create a final product of high quality and precision.
What Does It Do?
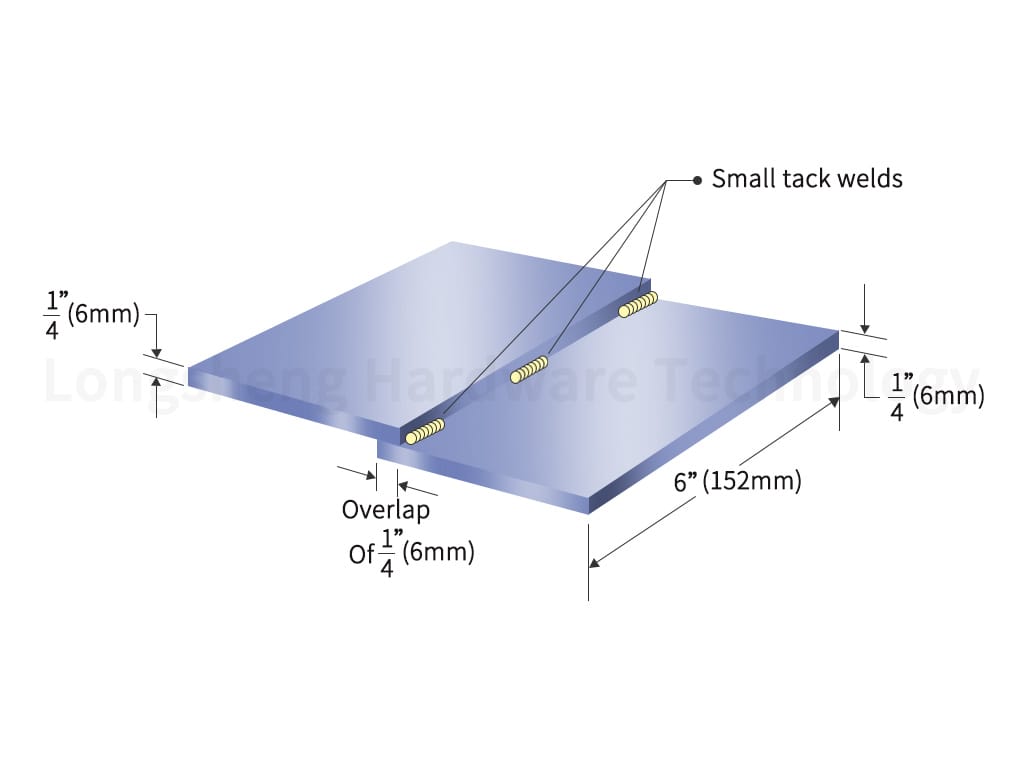
Electrodes join metals by sending an electrical current through locally heated workpieces. This welding process also uses heat and pressure, like in other welding processes. Placing small tack welds on all the metal components is essential to achieve a successful tack weld.
Before permanent welding, small tacks help to prevent warping and excessive heating on workpieces. These welds are usually between 1/2 inch and 3/4 inch but are less than 1 inch long. They help keep workpieces neat. They are also ideal for low-volume production, often serving as fixtures.
You may find our comparison chart on riveting and welding useful if you’d like to learn more about sheet metal joining methods.
Materials Used In Tack Welding

Tack welding is possible if a metal can be welded. The difference is in the method used during the process.
The ease of tack-welding also depends on the thickness and type of material, as thin materials with low melting points can be more challenging to tack-weld than other materials.
Metals such as cast iron, steel, stainless steel, copper, brass, titanium, and magnesium alloy are commonly used in this type of welding.
The Number And Size Of Tack Welds
Tack welds are small enough to incorporate into the final weld bead easily but large enough to hold the parts firmly in position.
The balance between these two is difficult to achieve. It would be best not to make the tack welds bigger than the final welding.
A 1/2-inch weld should not have tack-welds of 5/8-inch. The tack welds should not be oversized as they can cause a discontinuity in the weld and create a stress concentration point.
Consider these factors when selecting the size and quantity of tack welds.
- Internal forces – The more significant the permanent weld is, the greater the interior stresses the tack welding must withstand as it cools. Insufficient or undersized welds can break even as you move along the joint.
- The length of the joint. Shorter joints need fewer tack welds when the joint geometry is straight. If you are welding a fast, curvy joint, this may require many tacks.
- Tolerance – You may require more tack weldings depending on your desired joint precision.
- If welding a complex joint geometry, adding more tack welds in the correct locations is necessary.
- Material thickness: thin gauges need evenly spaced small tack-welds, while thicker metals can be tack-welded in a few places.
Tack Weld Position
The tack welds must be placed within the joint to be remelted during the final pass. If needed, grind the tack-weld shape to align it with the V-groove on the joint or another type of joint.
How To Tack Weld Metal
There are many ways to tack weld, but these two strategies work best in the majority of cases:
- You can start in the middle and then work your way out – place the first tack at the center of the joint. Then, alternately tack both sides.
- Start with the ends and then bisect—place tacks where the joint begins and ends. Place a tack-weld between these two segments and place tack-welds in the middle until you reach the desired number.
The two methods will prevent uneven heating, excess stress, warping, and gaps.
When To Use Tack Welding
It is rare to find a good reason to avoid tack welds. Tacks can improve the fit of joints and weld quality if done correctly. Tack welds are best used with:
- Thin Stock
- Large Parts
- Geometries complexes
- Stress caused by the need to move the parts as the final welding is taking place
- You can only weld where clamps and other fixtures are unavailable.
Tack Welds Types
Each type of tack weld has a specific use and application. We will now highlight the five types of tack welding that welders most commonly use.
Standard Tack Weld
The standard tack weld is the best choice when considering the final weld. This type of tack weld can be large enough to handle the weight of the welded materials to prevent them from breaking.
It is essential to make them smaller than the final welding consumes them.
Bridge Tack Weld
This tactic is used by welders when, after the materials have been welded together naturally, there remains a gap that needs to be filled. This gap can be caused by mistakes made when cutting the material or distortions in the material supplied.
The bridge tacking technique involves alternately applying small tacks to each component. This tacking method allows one side to cool down before re-tacking.
Thermit Tack
Thermit involves mixing magnesium metal powder with aluminum powder and iron oxide powder. This mixture produces a reaction that is usually very hot. It can reach temperatures above 4000 degrees Fahrenheit.
Hot Tacking
Hot tacking is laying excess filler metal between the metal parts. The weld is used to fill the gap between metal parts. Hot tack can be used when contact between weld components is critical, but other factors prevent this.
This type of bridge tacking is similar but quite different because the welder hits the parts into position with a sledgehammer after welding the parts together.
Ultrasonic Tack
The ultrasonic tack is created using an electric or a gas welding machine. The welder uses a series of short pulls or pushes to move the weld through parts at ultrasonic speeds. Welders then create molten metal that fuses parts by making the welding wire into a base material hard enough.
Four Types Of Tack-Welds And When To Use Them
Square
This method is the most robust tack-welding technique. It involves tack welding in a square pattern.
Vertical
This is used to align two metal pieces vertically. It involves applying a tack weld between the pieces, running from top to bottom.
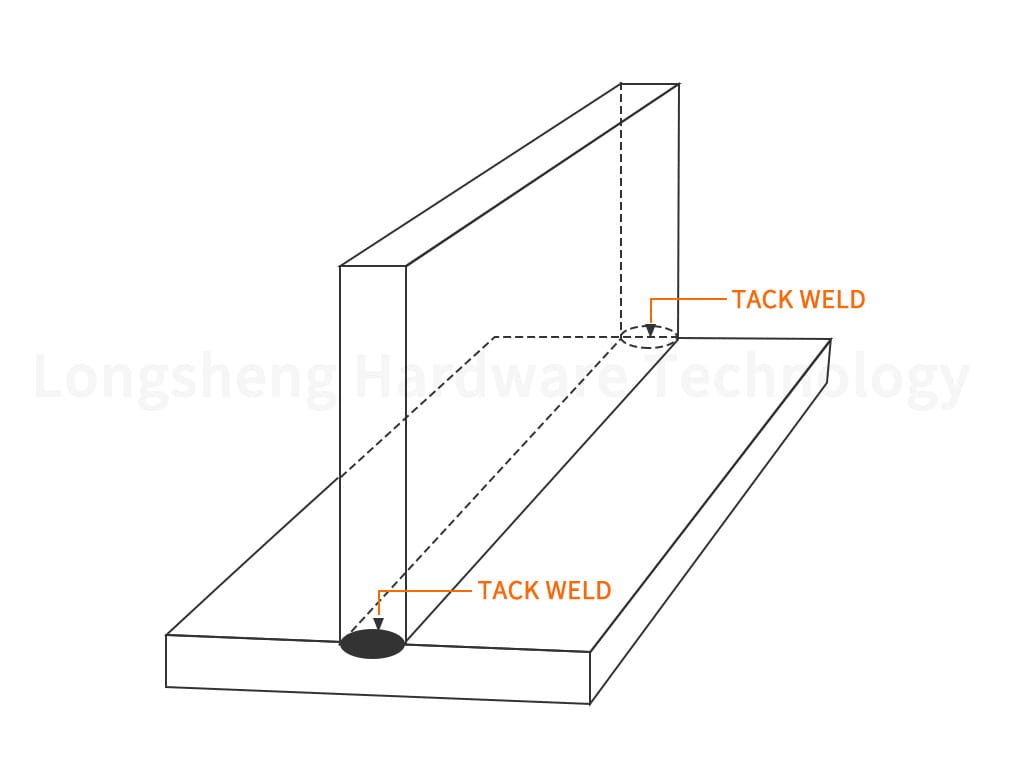
Right Angle
This type of tack weld is used to join perpendicular metal pieces. The tack weld is usually applied to the bottom part.
Right-Angle Corner
The engineer can use this method to join two pieces of metal at 90 degrees if joining them together would result in a t-shaped joint.
How To Ensure High-Quality Tack Welds
The tack weld should not interfere with the final welding. A defective tack weld will make it more prone to cracking and not strong enough to fulfill its intended function. These welds can quickly fall apart or roll over when moved.
It is, therefore, essential to perform quality tack welding as it helps manufacturers get a clear idea of how the final product will look. This eliminates any risks that may be associated with incorrect tack welds. This is particularly true when tacking pressure vessels and boilers. Here are some tips to ensure high-quality tack welding.
Test Metal Piece
The test on the metal determines the quality of the welding. This process aims to determine the best order to place the pieces and the amount of filler wire required for the entire process. It is best to perform this test on a metal scrap to avoid waste.
Clean Metal Filler Wire
Contaminants can prevent the successful welding of parts. Both metal pieces should be clean and free from contaminants like rust, debris, and oil.
Use Tape To Hold Things.
Tape is the best way to prevent parts from moving during welding. This prevents alignment problems when metal parts return to their original form after cooling.
The tape also ensures that all parts are perpendicular, preventing problems arising from an imbalance.
Know The Area
Please consider the areas of the pieces where the temporary welds would work best. Could you find places where two or three tacks will hold the piece together?
Control Distortion By Tacking
Determining the order and direction of welding beforehand is best to control distortion. When welding a long seam, it’s best to start welding in the middle and alternate between welding in both directions. This prevents deformation and stress buildup.
The best way to adhere to the sheets is in sequence. If you stick them one after another, this could cause shrinkage. This shrinkage can cause the sheets to overlap or close the gap at the other end.
Use Strong Filler Wire
Filler wires are chosen according to the type of welding. If you use the Mig welder to weld, you must use a shielding gas.
Keep Balanced Heat
Equal heat is applied to both sides of the joint. This ensures the metal receives the necessary heat and prevents warping or melting. It is best to use a timeframe of one second.
Let The Metal Cool.
Metal that has not cooled down can break off if moved. Let the weld cool before moving the metal.
Tack Weld Or Spot Weld?
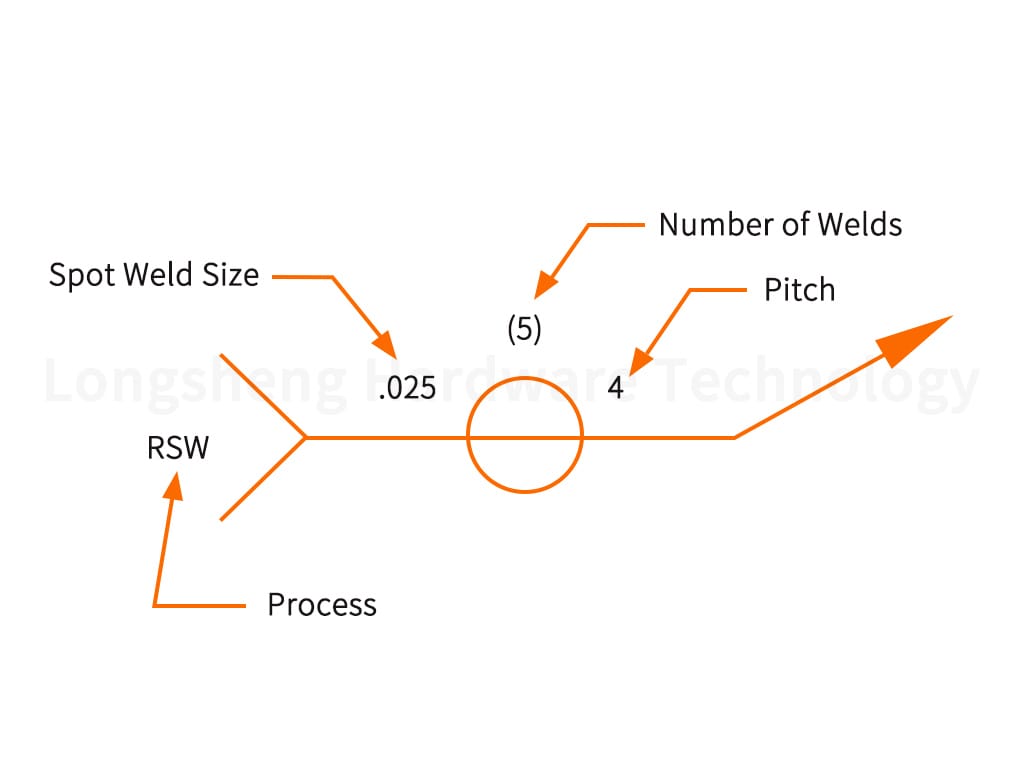
There Are Three Main Differences Between Spot And Tack Welds, Namely
Spot Welding Is Used To Fuse Two Metals Permanently. Tack Welding Creates A Temporary Preweld.
Spot Welding Involves Combining Electrical Currents with Pressure To Fuse Metal Pieces. Tack Welding Requires Filler Materials.
Spot Welding Is Ideal For Joining Thin Metal Materials Like Foil And Wire Mesh.
How To Tack Weld The Right Way
AWS (American Welding Society ) Guides Tack Welding And How To Complete It Correctly. As mentioned above, AWS states that tack joints hold welding pieces in the correct alignment until the final welding is completed.
Tack Welds Can Be Performed Both Inside And Outside Of The Welding Joint. The Tack Welds Can Be Melted Back During The Final Welding And, If Desired, Become Part Of The Last Joint. It Applies To Welds Inside And Outside The Joint.
Tack Welds Need To Be Strong, And They Should Also Be Sized Correctly So That They Can Handle The Weight And Hold Up The Materials.
Before starting the final welding process, cleaning the tack welding is essential. This Will Ensure That Harmful Oxides Have Been Removed.
Improper Tack Welding Can Be Dangerous.
Welders must remember that tack welds should not affect the final quality of the weld. To ensure quality, tack welds should be done by welders who are familiar with the process.
If you perform tack weldings incorrectly, it can lead to:
- Craters
- Cracks
- Arc Strikes
- Slag is a by-product of welding that can take time to remove.
- Hard Spots
- Weld oxide buildup
The tack-welding process is not intended to hold metals permanently together, so moving or lifting them around can cause them to fall apart. It’s essential to avoid damaging the metals you are working with or causing injury.
Tack Welding: Advantages And Disadvantages
Like most manufacturing processes, tack welding has both advantages and disadvantages. Let’s examine some of them.
Tack Welding: Its Benefits
- The manufacturers can test their designs before they commit to a permanent bond.
- It is simple and quick to complete.
- The process is cheaper as the manufacturers can choose not to use expensive filler material instead of non-consumable wires.
- Tacked parts can still be moved even without redoing the welds.
- This clamp is ideal for parts that are difficult to hold with hands or work clamps.
Tack Welding: Its Disadvantages
- This welding type is usually weak and only lasts briefly.
- It isn’t easy to weld large parts or parts near the edges of parts.
- If you use only filler wire, the welding process could be expensive. This is especially true when scrap wire is not available.
- This process must be done with extreme attention to avoid accidentally joining the incorrect parts.
- The tack welder must grind down the larger pieces to make them smaller.
Bonus: What Is The Difference Between Tack Welding And Spot Welding?
Both tack welding and spot welding are similar, but they are very different. Spot welding differs from tack welding because it does not use filler materials to fuse metal pieces. Spot welding differs from tack welding because electrodes are attached to metal surfaces to apply pressure and current. Pressure and current are used to bond materials.
Spot welding is best for thin metals like foil and wire mesh, whereas tack welding suits metals of all thicknesses.
Once you have applied spot welding, it is impossible to remove. It is permanent, while tack weld is temporary.
Wrapping it
When you use the proper techniques, tack welding becomes easy. It is simple to make a single tack weld. Most people need to correct the order they place the tacks.
You can prevent most tack-welding issues by ensuring that the tack-welds are evenly spaced out and distributed.
Could you find a balance between the size and number of tack welds? It may require some trial and error.
Practice on scrap metal when making tack welds for the first time. With experience, you’ll be able to determine the best tack-weld configuration.
Self-Clinging Fasteners Are An Alternative To Tack Welding.
Self-closing fasteners are an excellent alternative to tack welding.
Unlike tack welds or other types, a fastener can be removed, repaired, and replaced without damaging the components.
Self-clinching fasteners have many other benefits.
- Fastened joints provide more mobility with less structural strain.
- Installing fasteners is relatively easy without the use of specialized equipment.
- Fastener installation does not pose any specific safety risks.
- Fastened joints are usually cheaper to produce than welded joints. This includes both parts and labor.
Tack welding is not a permanent way to join sheet metal or other materials. However, it has several benefits.
It is essential to use tack welding when there is only one accessible side.
Self-Clinging Fastener Technology: Discover Its Benefits
The versatility of PEM(r), self-clinching fastener technologies, cost savings, and ease of installation are reasons design engineers have moved away from welding.
LongSheng – Manufacture Your Custom Metal Parts
Many metal fabricators use tack welding because it benefits the manufacturing process. What good would tack weld be if it was done incorrectly? That’s not good for me, am I right? LongSheng can do it right.
You can rely on us for custom-made metal parts or prototypes. Our sheet metal fabrication and other manufacturing services are perfect for you. We use the best welding equipment and a thorough inspection to produce ideal metal parts. What’s more? Our competitive pricing and efficient shipping methods will reduce production costs and lead time.
How do you start? Please upload your design files on our platform if you want a quick quote. We offer free DFM feedback as well as in-depth DFM feedback.
FAQ
Why Are Tack Welds Important?
This temporary nature may lead to the false belief that these joining aids are less critical than the final weld. They also suggest that this operation should be kept from being programmed, performed, and inspected correctly. This is false.
Even if the welds have been deposited as short beads, tack welding is still welding. It has the following functions.
- The assembly components are held in place, and their location is established.
- Alignment of the splines
- It complements the function of an installation or allows its removal if needed.
- Controls and contrasts distortion and movement during welding
- Sets and maintains a joint gap.
- Temporarily assures the mechanical strength of the assembly against its weight in case it is lifted, moved, manipulated, or overturned.
Defective Tack Welding Risks
Unsuccessfully tack-welded assemblies may rupture when hoisted. Subassemblies or parts can fall, posing a danger to people or damaging property.
The quality of the final welding cannot be affected or degraded by tacking. It cannot introduce defects such as arcs, cracks, and hard spots.
Due to the low heat input needed to tack-weld, many steels are susceptible to rapid cooling. Note: Higher heat input slows the cooling rate and minimizes complex, brittle microstructures.
If the metal is quenched rapidly, hard, brittle, and crack-sensitive microstructures can form in the heat-affected area (HAZ). Even if the entire tack weld is removed by grinding, it may still leave dangerous and invisible cracks on the base metal.
The brittle metal may crack when the weld metal solidifies or is under stress. Visual inspection cannot detect cracks in the underhead, and non-destructive tests are only sometimes performed when considered unimportant. These tiny cracks, however, can lead to the collapse of the entire structure.
Controlling The Tack Welding Quality
Most codes specify that only welders certified in the final weld process can perform tack welds.
All welding processes are subject to the exact requirements.
Distraught Control Procedures
The sequence and direction of tack welding are essential in all fusion weld processes for distortion control. Tack welds are required to resist shrinkage in the transverse direction and maintain the joint gap.
To avoid deformation and stress buildup, the tack weld should start in the middle of the seam and proceed in both directions.
The tack welds can also be added at the ends of the joints and in the middle between each resultant distance until all the length has been covered.
Why do you tack-weld in such a sequence? If tack welds from one end are placed progressively, shrinkage may close the gap on the opposite end. One sheet might even overlap the other.
The spacing between tack-welds should be smaller for austenitic stainless than mild steel due to these materials’ more significant thermal expansion.
Tack Weld Special Requirements
The preparation of pipes for welding begins with a tack weld. I would like you to pay close attention to the alignment of the pipes and the root opening. This work can be delegated to fitters but must be closely supervised to ensure they are qualified.
The size and number of tack welds depend on the pipe diameter and wall thickening. The final weld should have the same quality as tack welds that are complete fusion.
Before proceeding with the final welding, all tack welds should be cleaned thoroughly.
The ends of the tack-welds, which represent the start and the stop (which can have unacceptable defects), must be ground to remove any flaws. This will also create a slope that is very gradual and blends the sides of the weld into the metal.
Additional Precautions
The area around the tack should be cleaned thoroughly to remove the oxides formed during welding.
Manual assistance is essential to maintain quality in semi-automatic and automated welding. The meeting points between the final weld and tack welds may affect arc voltage control or filler wire feed.
Tack welding is a critical component of any successful welding project. The process must be performed correctly to minimize the risk of poor tack welds.
