

In sheet metal forming, the final shape of a part is made from a flat metal sheet. The desired shape is achieved through plastic deformation, without undergoing any machining like milling. In most cases, a certain amount of elastic deformation leads to spring back which occurs after forming is complete.
Sheet Metal Material Used in the Process
The common materials used in manufacturing sheet metal are aluminum and stainless steel. The most known grades available in stainless steel are 304, 316, and 410. 304 is one of the most common grades. However, it is not available in the form of a sheet. The other two grades are much more resistant and powerful than 304. When it comes to aluminum, it has got four known grades which are 1100-H14, 3003-H14, 5052-H32, and 6061-T6. Every grade is stronger than the other and used in different machinery, weapons and equipment。
Sheet Metal Forming Processes
This is a commonly used manufacturing process that helps in manufacturing the parts for tons of known and unknown purposes. The sheet metal forming process is done on a press and the parts are formed in between two dies. The die at the top is called a punch. Sheet metal is formed cold.
The following steps are involved in the process of sheet metal forming:
Bending
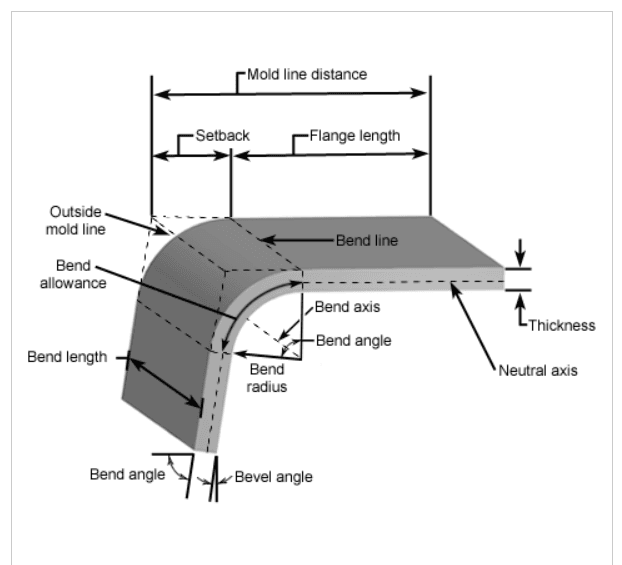
Bending is a metal-forming process in which a force is applied to a piece of sheet metal, causing it to bend at an angle and form the desired shape. A bending operation causes deformation along one axis, but a sequence of several different operations can be performed to create a complex part. Bent parts can be quite small, such as a bracket, or up to 20 feet in length, such as a large enclosure or chassis. A bend can be characterized by several different parameters, shown in the image below.
The act of bending results in both tension and compression in the sheet metal. The outside portion of the sheet will undergo tension and stretch to a greater length, while the inside portion experiences compression and shortens. The neutral axis is the boundary line inside the sheet metal, along which no tension or compression forces are present. As a result, the length of this axis remains constant.
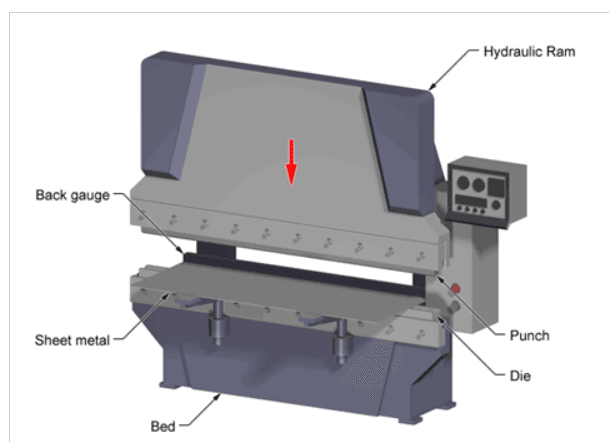
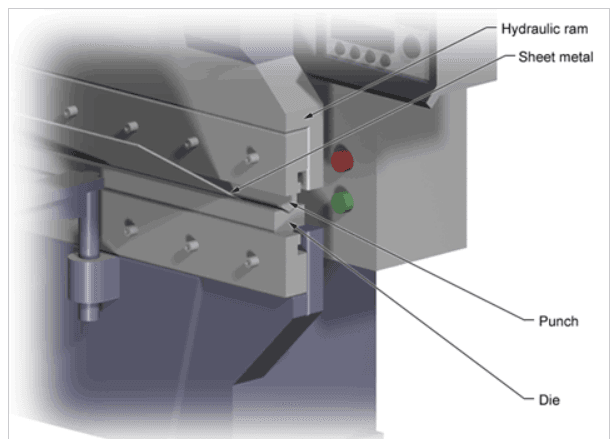
While using a press brake and standard die sets, there are still a variety of techniques that can be used to bend the sheet. The most common method is known as V-bending, in which the punch and die are “V” shaped. The punch pushes the sheet into the “V” shaped groove in the V-die, causing it to bend. If the punch does not force the sheet to the bottom of the die cavity, leaving space or air underneath, it is called “air bending”. As a result, the V-groove must have a sharper angle than the angle being formed in the sheet. If the punch forces the sheet to the bottom of the die cavity, it is called “bottoming”. This technique allows for more control over the angle because there is less sprin gback. However, a higher tonnage press is required. In both techniques, the width of the “V” shaped groove, or die opening, is typically 6 to 18 times the sheet thickness. This value is referred to as the die ratio and is equal to the die opening divided by the sheet thickness.
Roll forming
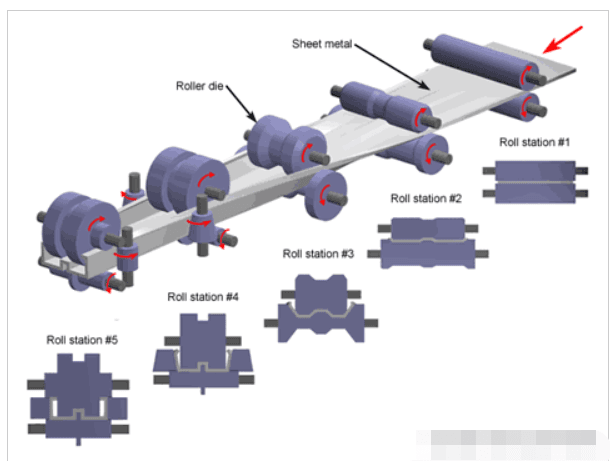
Roll forming sometimes spelled roll forming, is a metal forming process in which sheet metal is progressively shaped through a series of bending operations. The process is performed on a roll-forming line in which the sheet metal stock is fed through a series of roll stations. Each station has a roller, referred to as a roller die, positioned on both sides of the sheet. The shape and size of the roller die may be unique to that station, or several identical rollers dies may be used in different positions. The roller dies may be above and below the sheet, along the sides, at an angle, etc. As the sheet is forced through the roller dies in each roll station, it plastically deforms and bends. Each roll station performs one stage in the complete bending of the sheet to form the desired part. The roller dies are lubricated to reduce friction between the die and the sheet, thus reducing tool wear. Also, lubricant can allow for a higher production rate, which will also depend on the material thickness, number of roll stations, and radius of each bend. The roll forming line can also include other sheet metal fabrication operations before or after the roll forming, such as punching or shearing.
The roll-forming process can be used to form a sheet into a wide variety of cross-section profiles. An open profile is most common, but a closed tube-like shape can be created as well. Because the final form is achieved through a series of bends, the part does not require a uniform or symmetric cross-section along its length. Roll forming is used to create very long sheet metal parts with typical widths of 1-20 inches and thicknesses of 0.004-0.125 inches. However wider and thicker sheets can be formed, some up to 5 ft. wide and 0.25 inches thick. The roll-forming process is capable of producing parts with tolerances as tight as ±0.005 inches. Typical roll-formed parts include panels, tracks, shelving, etc. These parts are commonly used in industrial and commercial buildings for roofing, lighting, storage units, and HVAC applications
Spinning
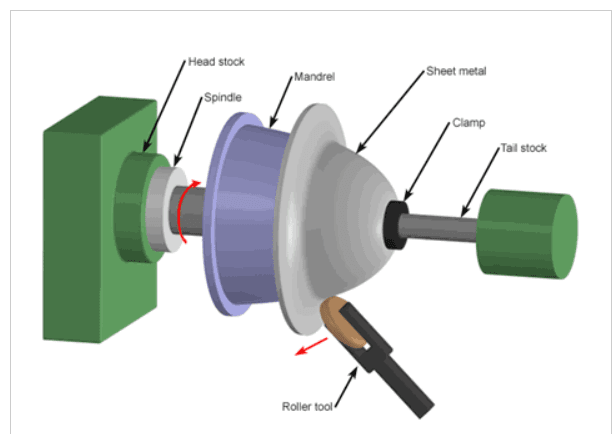
Spinning, sometimes called spin forming, is a metal forming process used to form cylindrical parts by rotating a piece of sheet metal while forces are applied to one side. A sheet metal disc is rotated at high speeds while rollers press the sheet against a tool, called a mandrel, to form the shape of the desired part. Spun metal parts have a rotationally symmetric, hollow shapes, such as a cylinder, cone, or hemisphere. Examples include cookware, hubcaps, satellite dishes, rocket nose cones, and musical instruments.
Spinning is typically performed on a manual or CNC lathe and requires a blank, mandrel, and roller tool. The blank is the disc-shaped piece of sheet metal that is pre-cut from sheet stock and will be formed into the part. A mandrel is a solid form of the internal shape of the part, against which the blank will be pressed. For more complex parts, such as those with reentrant surfaces, multi-piece mandrels can be used. Because the mandrel does not experience much wear in this process, it can be made from wood or plastic. However, high-volume production typically utilizes a metal mandrel. The mandrel and blank are clamped together and secured between the headstock and tailstock of the lathe to be rotated at high speeds by the spindle. While the blank and mandrel rotate, force is applied to the sheet by a tool, causing the sheet to bend and form around the mandrel. The tool may make several passes to complete the shaping of the sheet. This tool is usually a roller wheel attached to a lever. Rollers are available in different diameters and thicknesses and are usually made from steel or brass. The rollers are inexpensive and experience little wear allowing for low-volume production of parts.
Deep Drawing
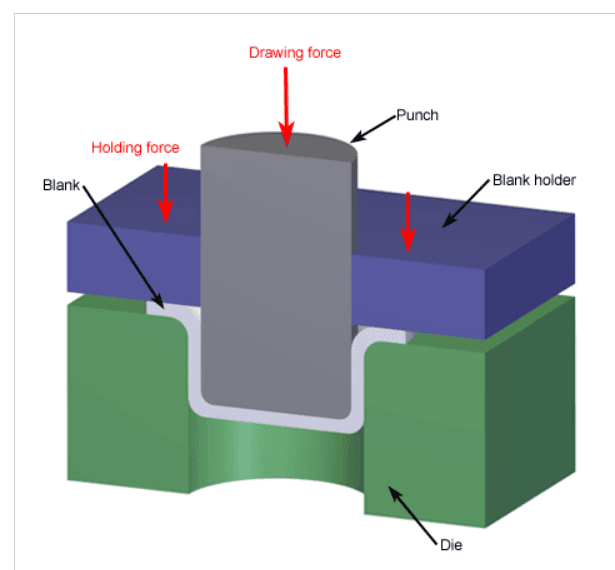
Deep drawing is a metal-forming process in which sheet metal is stretched into the desired part shape. A tool pushes downward on the sheet metal, forcing it into a die cavity in the shape of the desired part. The tensile forces applied to the sheet cause it to plastically deform into a cup-shaped part. Deep-drawn parts are characterized by a depth equal to more than half of the diameter of the part. These parts can have a variety of cross-sections with straight, tapered, or even curved walls, but cylindrical or rectangular parts are the most common. Deep drawing is most effective with ductile metals, such as aluminum, brass, copper, and mild steel. Examples of parts formed with deep drawing include automotive bodies and fuel tanks, cans, cups, kitchen sinks, and pots and pans.
The deep drawing process requires a blank, blank holder, punch, and die. The blank is a piece of sheet metal, typically a disc or rectangle, which is pre-cut from stock material and will be formed into the part. The blank is clamped down by the blank holder over the die, which has a cavity in the external shape of the part. A tool called a punch moves downward into the blank and draws, or stretches, the material into the die cavity. The movement of the punch is usually hydraulically powered to apply enough force to the blank. Both the die and punch experience wear from the forces applied to the sheet metal and are therefore made from tool steel or carbon steel. The process of drawing the part sometimes occurs in a series of operations, called draw reductions. In each step, a punch forces the part into a different die, stretching the part to a greater depth each time. After a part is completely drawn, the punch and the blank holder can be raised and the part removed from the die. The portion of the sheet metal that was clamped under the blank holder may form a flange around the part that can be trimmed off.
Stretch forming
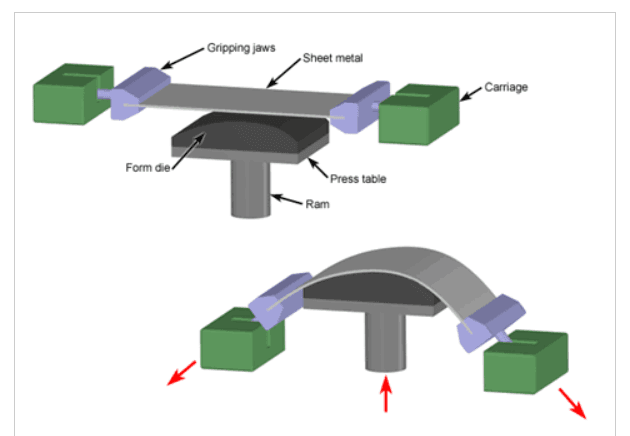
Stretch forming is a metal forming process in which a piece of sheet metal is stretched and bent simultaneously over a die in order to form large contoured parts. Stretch forming is performed on a stretch press, in which a piece of sheet metal is securely gripped along its edges by gripping jaws. The gripping jaws are each attached to a carriage that is pulled by pneumatic or hydraulic force to stretch the sheet. The tooling used in this process is a stretch form block, called a form die, which is a solid contoured piece against which the sheet metal will be pressed. The most common stretch presses are oriented vertically, in which the form die rests on a press table that can be raised into the sheet by a hydraulic ram. As the form die is driven into the sheet, which is gripped tightly at its edges, the tensile forces increase and the sheet plastically deforms into a new shape. Horizontal stretch presses mount the form die sideways on a stationary press table, while the gripping jaws pull the sheet horizontally around the form die.
Stretch formed
Stretch-formed parts are typically large and possess large radius bends. The shapes that can be produced vary from simple curved surfaces to complex non-uniform cross-sections. Stretch forming is capable of shaping parts with very high accuracy and smooth surfaces. Ductile materials are preferable, the most commonly used being aluminum, steel, and titanium. Typical stretch-formed parts are large curved panels such as door panels in cars or wing panels on aircraft. Other stretch-formed parts can be found in window frames and enclosure
