

This article will introduce how to perform milling on different materials to help you achieve efficient milling. It is a common mechanical machining method that involves cutting the surface of the material through the relative motion between the rotating tool and the workpiece, resulting in the desired shape and size.
Milling machining is widely used in various industries, including aerospace, automotive manufacturing, instrument manufacturing, and so on. Different materials have different characteristics and requirements, so we need to choose a suitable milling method based on the specific situation.
In the text, we will explore how to milling different materials. Whether you are a beginner or an experienced craftsman, this article will provide you with detailed information about milling machining. Don’t talk too much nonsense, let’s get started! And precise machining.
Basic principles of milling machining
Milling is the process of cutting materials from a workpiece through a rotating tool to form the desired shape and size. The selection of cutting tools and the setting of machining parameters have a significant impact on the machining effect. Generally speaking, high-speed steel tools are suitable for milling most metal materials, while hard alloy tools are suitable for materials with higher hardness. In addition, the setting of parameters such as cutting speed, feed rate, and cutting depth also needs to be reasonably selected based on specific materials and machining requirements.

Milling Machining Different Materials
Different materials require different precautions during the milling process to ensure machining quality and efficiency.
1.steel parts Milling
The machinability of steel varies depending on alloy elements, heat treatment, and manufacturing processes (forging, casting, etc.). When machining softer low-carbon steel, the main problem is the formation of chip deposits and burrs on the workpiece. When machining harder steel, the relative position between the milling cutter and the workpiece will become more important in order to avoid edge breakage.
Suggestion:
When milling steel parts, optimize the position of the milling cutter to avoid the occurrence of chips with large thickness when withdrawing the cutter. Dry cutting without using Cutting fluid must be considered, especially in the rough machining process.
2.Stainless steel milling
Stainless steels can be classified as ferritic/martensitic, austenitic and biphase (austenitic/ferritic) stainless steels, each with its own milling recommendations.
1) Ferritic/martensitic stainless steel milling
Material category: P5.x
The machinability of ferritic stainless steels is similar to that of low-alloy steels, so steel milling recommendations can be used.
Martensitic stainless steel has higher work hardening properties and requires very high cutting forces when cutting. Use the correct tool path and arc cutting method to get the best results and overcome the work hardening effect with higher cutting speed Vc. Higher cutting speeds and stiffer materials as well as enhanced cutting edges ensure greater safety.
2) Austenitic and duplex stainless steel milling
Material classification: M1.x, M2.x and M3.x
The main wear criteria for austenitic stainless steel and duplex stainless steel milling are cutting edge breakage due to thermal cracking, groove wear and chip/bonding. For parts, burr formation and surface quality are the main problems.



Roughing suggestions:
Use high cutting speed (Vc=150-250m/min) to avoid chip buildup
Dry cut without the use of cutting fluid to minimize hot cracking problems.
Finishing Suggestions:
1) In order to improve surface quality, it is sometimes necessary to use cutting fluid or preferably use oil mist lubrication/micro-lubrication. There are fewer problems with hot cracking during finishing because the heat generated in the cutting area is lower
2) When using cermet material, good enough surface quality can be obtained without using cutting fluid
3) Too low feed fz may cause more severe blade wear due to cutting edge in the deformation hardening zone
3.Cast iron milling
1) Gray cast iron
Material category: K2.x
The main wear criteria of gray cast iron milling are abrasive/back tool face wear and hot cracking. For parts, workpiece edge breakage and surface quality problems are the main problems.


Roughing suggestions:
1) It is best to dry cut without using cutting fluid to minimize hot cracking problems. Use thick-coated carbide inserts.
2) If the workpiece edge breakage problem:
Check tool face wear
Reduce feed fz to reduce chip thickness
Use a slot with a larger positive front Angle
It is best to use a 65°/60°/45° milling cutter
3) If cutting fluid must be used to avoid dust, etc., choose wet milling material.
4) Coated carbide is always preferred, but ceramic materials can also be used. Please note that the cutting speed Vc should be very high, 800-1000m/min. The formation of burrs on the workpiece will limit the cutting speed. Do not use cutting fluid.
Finishing Suggestions:
1) Use a thin-coated carbide blade, or you can use an uncoated carbide blade.
2) CBN material can be used for high-speed finishing. Do not use cutting fluid.
2) ductile iron
Material classification: K3.x
1) The machinability of ferritic ductile iron and ferritic/pearlitic ductile iron is very similar to that of low alloy steel. Therefore, the milling recommendations for steel materials should be used in the selection of tools, blade slots and materials.
2) pearlitic ductile iron is more abrasive, so it is recommended to use cast iron material.
3) The use of PVD coating materials and wet cutting ensures optimal machining capacity.
3) Vermicular graphite cast iron (CGI)
Material classification: K4.x
The pearlite content is less than 90%. This type of CGI, which is most commonly used for milling processes, typically has a pearlitic structure of about 80%. Typical parts are the engine cylinder block, cylinder head and exhaust manifold.
The recommendations for milling cutters are the same as for grey cast iron; However, a blade groove with a sharper cutting edge and a larger positive front Angle should be selected to minimize the formation of burrs on the part. Arc milling can be a very good alternative to traditional CGI cylinder boring.
4) Isothermal quenched ductile iron (ADI)
Material classification: K5.x
Roughing is usually performed in a non-hardened state and is comparable to milling high alloy steel. However, the machining object of the finishing process is a very abrasive hardening material. This can be compared to ISO H hardened steel milling. Materials with high abrasive wear resistance are preferred. Tool life is reduced to about 40% and cutting force is increased by about 40% when machining ADI compared to NCI.
4.Milling of non-ferrous materials
Non-ferrous materials include not only aluminum alloys, but also magnesium, copper and zinc-based alloys. Machinability varies mainly depending on the silicon content. Subeutectic aluminum-silicon alloys are the most common type, with a silicon content of less than 13%.
1) Aluminum alloys with silicon content less than 13%
Material classification: N1.1-3
The main wear criteria are chip nodules/bonding on the cutting edge, which leads to burr formation and surface quality issues. In order to avoid leaving scratches on the surface of the part, good chip forming and chip removal are essential.
Suggestion:
1) The use of PCD tipped blades with sharp polishing cutting edges ensures good chip breaking and prevents chip buildup.
2) Select a positive front Angle blade groove with a sharp cutting edge.
3) Unlike most other milling applications, cutting fluid should always be used when machining aluminum alloys to avoid material sticking to the cutting edge of the blade and improve surface quality.
Silicon content 8% : Use a 5% concentration of cutting fluid
Silicon content 8-12% : Use a cutting fluid with a concentration of 10%
Silicon content > 12% : Use cutting fluid with a concentration of 15%
4) Higher cutting speeds generally improve performance without negatively affecting tool life.
5) hex recommended value is 0.10-0.20 mm (0.0039-0.0079 inches). Too small a value can cause burrs to form
6) Due to the high table feed, a machine with a “pre-read” function should be used to avoid dimensional errors.
7) Tool life is always limited by the burr formation or surface quality of the part. Blade wear can hardly be used as a tool life standard.
5.Superalloys and titanium alloys milling
Milling superalloys and titanium usually requires machines with high rigidity, high power and high torque to operate at low speeds. Groove wear and cutting edge breakage are the most common types of wear. The high heat generated will limit the cutting speed.
Suggestion:
Use round blade milling cutters whenever possible to increase the chip thinning effect.

When the cutting depth is less than 5mm, the main deflection Angle should be less than 45°. In practice, it is recommended to use a positive front Angle round blade.
Both radial and axial accuracy of the milling cutter are necessary to maintain a constant load per tooth and smooth operation, as well as to prevent premature damage to individual blades.
The cutting edge should always be a positive front Angle groove and optimized cutting edge rounding to prevent chip attachment to the cutting edge when the tool is withdrawn.
The number of cutting teeth actually involved in cutting during the milling process should be as large as possible. This results in ideal productivity under steady conditions. Use ultra-dense tooth milling cutter.
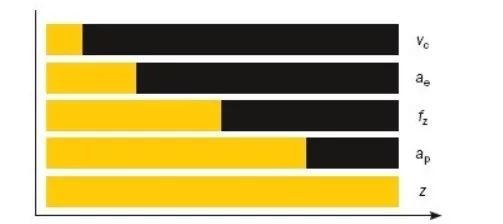
Yellow: Tool life
Black: Tool life decreases with increasing cutting parameters
Changes will have different impacts on tool life; The cutting speed Vc has the greatest impact, followed by ae and others.
Cutting fluid/coolant
Unlike when milling most other materials, it is always recommended to use a coolant to help remove chips to control the heat at the cutting edge and prevent secondary cutting of chips. The preference is always for internally cooled high-pressure coolant (70 bar) through spindle/tool applications, rather than externally cooled and low-pressure coolant.
Exceptions: When milling with ceramic blades, cutting fluid should not be used due to thermal shock.

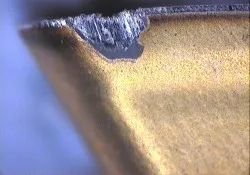
Blade/tool wear
The most common causes of tool breakage and poor surface quality are trench wear, excessive back tool face wear, and edge line breakage.
The best solution is to perform frequent cutting edge inversion to ensure a reliable machining process. The wear on the back of the cutting edge should not exceed 0.2mm(for milling cutters with a main deflection Angle of 90°), or the maximum should not exceed 0.3mm(for round blades).
Ceramic blade milling cutter for superalloy roughing
The speed of ceramic milling is usually 20-30 times that of carbide milling, although the feed rate is lower (about 0.1mm/z), which will result in a substantial increase in productivity. Because of the intermittent cutting, the temperature of the milling process is much lower than that of the turning. Therefore, the cutting speed is 700-1000m/min when milling, compared with only 200-300m/min when turning.
Suggestion:
1) Mainly use round blades to ensure small main declination and prevent groove wear.
2) Do not use cutting fluid/coolant.
3) Do not use ceramic blades when machining titanium alloys.
4) Ceramic can have a negative impact on surface integrity and other indicators, so do not use ceramic blades when the finished part shape is about to be machined.
5) When using ceramic blades to process superalloys, the maximum back tool surface wear is 0.6mm.
6.Hardened steel milling
This group contains tempered steels with hardness greater than 45-65HRC. Typical parts of milling are stamping die, plastic die, forging die, die casting die, etc. Blade wear/back face wear and workpiece edging are the main problems.
Suggestion:
1) Use a positive front Angle blade groove with a sharp cutting edge. This reduces the cutting force and produces a smoother cutting action.
2) Dry cutting, avoid the use of cutting fluid.
3) Cycloidal milling is an appropriate method that enables high table feed and low cutting forces at the same time, thus keeping the cutting edge and workpiece cold, which is beneficial in terms of productivity, tool life and part tolerances.
4) The machining strategy of light cutting should also be adopted in face milling, that is, to maintain a small cutting depth ae and ap at the same time. Use of ultra-dense tooth milling cutters and relatively high cutting speeds.
conclusion
Milling is a widely used machining method in modern manufacturing, which has different requirements and characteristics for different materials. Proper selection of cutting tools and parameters, mastery of milling techniques and precautions, can improve machining efficiency and quality, and meet the machining needs of different materials
Your best milling machining partner
Longsheng is a company focused on providing cnc milling services, with many years of industry experience and advanced equipment. We are familiar with various machining materials and processes, and can provide customized solutions according to customer needs. Whether it is small batch production or large-scale production, we can guarantee the quality of products and delivery time, so that customers are satisfied, please feel free to contact us. We look forward to helping you and being your preferred partner
Mobile:+86 185 6675 9667(Gloria Wu)
E-Mail:gloria.wu@longshengmfg.com
