

Within the fields of mechanical manufacturing, aerospace, vehicle manufacturing, electronics, and so on., precisely calculate the machining time of heart gap and deep gap drilling is an important query. Because the machining time instantly impacts manufacturing effectivity, correct calculation of machining time can help corporations in arranging manufacturing plans moderately, thereby enhancing manufacturing effectivity.
Within the following sections, we are going to element calculate the machining time for heart gap and deep gap drilling.
What’s Drilling Operations
Earlier than calculating the machining time for heart gap and deep gap drilling, we first want to grasp some fundamental ideas of drilling operations.

Metal Removing Charge (MRR)
The metallic removing fee is a crucial indicator to measure slicing effectivity. It displays the quantity of metallic eliminated per unit time. The calculation method for MRR is: MRR = Cutting Velocity × Feed × Cutting Depth.
Cutting Velocity
The slicing velocity refers back to the relative velocity of the software on the floor of the workpiece, normally expressed in meters per minute (m/min). The selection of slicing velocity has a big affect on machining outcomes and gear life.
Calculating Machining Time for Middle Gap Drilling
The machining time for heart gap drilling will be calculated utilizing the next method:
T = (L / f) / N
the place:
- T is the machining time, in minutes (min).
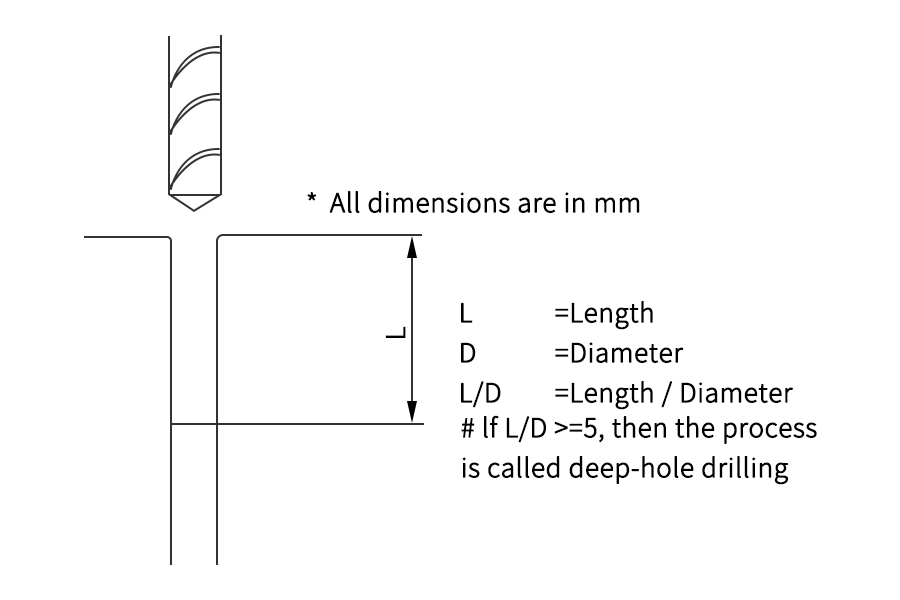
- L is the drilling depth, in millimeters (mm).
- f is the feed per revolution, in millimeters per revolution (mm/r).
- N is the spindle velocity, in revolutions per minute (r/min).
For instance, if we wish to drill a middle gap with a depth of 30mm, a feed per revolution of 0.05mm/r, and a spindle velocity of 1000r/min, then the machining time could be:
T = (30 / 0.05) / 1000 = 0.6 minutes
Deep Gap Drilling
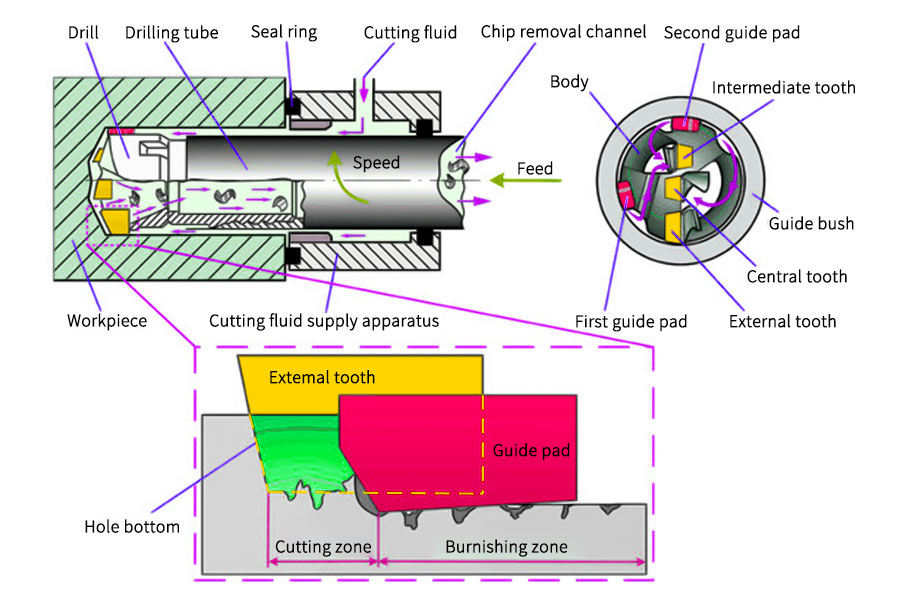
Deep gap drilling is a particular drilling process, sometimes used for machining holes with a diameter-to-depth ratio higher than 4:1. The calculation of machining time for deep gap drilling is extra advanced than that of heart gap drilling as a result of it wants to think about elements reminiscent of chip removing and coolant provide.
Calculating Machining Time for Deep Gap Drilling
The machining time for deep gap drilling will be calculated utilizing the next method:
T = (L / f) / N
The parameters on this method are the identical as these within the heart gap drilling machining time calculation. Nevertheless, because of the uniqueness of deep gap drilling, we have to be extra cautious when selecting the feed and spindle velocity.
For instance, if we wish to drill a deep gap with a depth of 100mm, a feed per revolution of 0.03mm/r, and a spindle velocity of 500r/min, then the machining time could be:
T = (100 / 0.03) / 500 = 6.67 minutes
Application
The calculation of machining time for heart gap and deep gap drilling is extensively relevant throughout varied industries. This consists of, however isn’t restricted to:
-
Mechanical Manufacturing: In industries reminiscent of equipment manufacturing, exact calculation of machining time is essential for optimizing manufacturing schedules and bettering general effectivity.
-
Aerospace: Within the aerospace business, the place precision and effectivity are paramount, correct calculation of machining time can considerably improve manufacturing planning and useful resource allocation.
-
Car Manufacturing: The automotive business usually includes large-scale manufacturing the place even minor enhancements in effectivity can result in vital price financial savings. Correct calculation of machining time can contribute to those effectivity enhancements.
-
Electronics: Within the electronics business, the place parts are sometimes small and complex, exact calculation of machining time may also help enhance manufacturing planning and high quality management.
Components Influencing the Machining Time of Middle Gap and Deep 1.Gap Drilling
A number of elements decide the machining time for heart gap and deep gap drilling, primarily together with the next elements:
2.Gap Diameter
The outlet diameter is a big consider figuring out the machining time. Typically, the bigger the outlet diameter, the extra materials must be eliminated, and therefore, the longer the machining time.
3.Gap Depth
Likewise, the depth of the outlet additionally impacts the machining time. The deeper the outlet, the longer the space that must be drilled, and consequently, the machining time will increase accordingly.
4.Materials
Completely different supplies have totally different hardness and put on resistance, which impacts the machining time. For instance, metal has the next hardness than aluminum, so the machining time for metal is often longer than that for aluminum.
5.Software
The fabric, form, and sharpness of the software can all have an effect on the machining time. Instruments made of fine supplies, having an appropriate form, and excessive sharpness can enhance slicing effectivity and thereby shorten the machining time.
6.Machining parameters
Machining parameters reminiscent of slicing velocity, feed fee, and spindle velocity additionally instantly affect the machining time. Typically, the upper the slicing velocity and feed fee, the shorter the machining time. Nevertheless, excessively excessive slicing velocity and feed fee may result in speedy software put on or generate extreme slicing power, affecting machining high quality and gear life.
7.Machine Software
The efficiency and precision of the machine software additionally have an effect on the machining time. Machine instruments with good efficiency and excessive precision can present larger slicing speeds and feed charges, thereby shortening the machining time.
Understanding these influencing elements and making affordable selections and changes can successfully optimize the machining process and improve manufacturing effectivity.
Calculation Technique
Method: Processing Time = Cutting Size / Cutting Velocity * Feed Charge + Idle Journey Time + Auxiliary Time
- Cutting Size: The depth of the outlet + 2 strategy distances
- Cutting Velocity: Decided by elements reminiscent of software materials, workpiece materials, and machining accuracy
- Feed Charge: Decided by elements reminiscent of software materials, workpiece materials, and machining accuracy
- Idle Journey Time: The time the software strikes with out slicing
- Auxiliary Time: Time for software adjustments, cooling, measurement, and different auxiliary duties
Instance: Calculating the Processing Time for a Metal Middle Gap with a Diameter of 10mm and Depth of 50mm
- Cutting Size: 50mm + 2 * 10mm = 70mm
- Cutting Velocity: 80m/min
- Feed Charge: 0.1mm/rev
- Idle Journey Time: 10s
- Auxiliary Time: 20s
Processing Time: 70mm / 80m/min * 0.1mm/rev + 10s + 20s = 11.25s
Optimization Methods
Optimization methods can considerably enhance the effectivity and effectiveness of machining processes. Listed below are some potential methods:
-
Optimize Cutting Parameters: Modify the slicing velocity, feed fee, and depth of lower based mostly on the fabric of the workpiece and the software. This may also help to stability the trade-off between machining time, software life, and floor end.
-
Reduce Idle Journey Time: Attempt to decrease the time the software spends transferring with out slicing. This might contain optimizing the software path or decreasing the strategy distances.
-
Scale back Auxiliary Time: Search for methods to scale back the time spent on auxiliary duties reminiscent of software adjustments, cooling, and measurement. This might contain utilizing instruments with longer life, bettering cooling effectivity, or automating measurement processes.
-
Use Excessive-Efficiency Instruments: Utilizing high-performance instruments can enhance slicing velocity and feed fee, thus decreasing machining time.
-
Automate The place Doable: Automating processes reminiscent of software adjustments and measurement can considerably cut back auxiliary time.
Study Extra About Our CNC Machining Providers
LongSheng by high quality with a give attention to particular person items made to your specs, LongSheng Industries strives to exceed your expectations. The specialists at LongSheng specialise in manufacturing hard-to-find parts by taking your concepts, drawings and CAD designs under consideration and serving to you establish the suitable supplies to provide and ship merchandise from one location. Right here, our skilled groups have limitless capabilities to assist help your rising enterprise.
Conclusion
In CNC machining, precisely calculating the processing time is essential for enhancing manufacturing effectivity and decreasing prices. The method and steps offered provide a scientific strategy to calculate the machining time for heart holes and deep gap drilling. By contemplating parameters like slicing size, slicing velocity, feed fee, idle journey time, and auxiliary time, we are able to estimate the time required to machine a selected gap, which is very useful for manufacturing planning and value management.
Furthermore, implementing optimization methods reminiscent of adjusting slicing parameters, minimizing idle journey time, decreasing auxiliary time, utilizing high-performance instruments, and automating processes can considerably enhance the machining process. These methods, nonetheless, ought to be tailor-made to the particular situations of the machining setting, the supplies concerned, and the required machining accuracy.
FAQs
How to decide on an excellent deep gap machining service?
Accomplice with a service supplier with huge data of deep-hole drilling methods and instruments. Guarantee they implement process documentation and high quality management measures to mitigate errors and obtain most well-liked tolerances and accuracy in ultimate merchandise. Search for a supplier with years of expertise providing dependable deep-hole drilling providers throughout varied fields. Moreover, prioritize cost-effective and dependable machining providers and long-term partnerships with shoppers.
How to decide on the best slicing velocity and feed velocity?
Cutting velocity is the velocity of the software slicing the workpiece, affecting software life, slicing temperature, and energy consumption. Feed fee is the space the software travels throughout one spindle revolution, influencing machining time and floor roughness.
The best way to cut back empty journey time?
To scale back empty journey time, contemplate methods reminiscent of optimizing routes, consolidating shipments, and using load-matching providers to reduce the variety of empty journeys. Moreover, implementing environment friendly scheduling and logistics administration may also help cut back the environmental affect and prices related to empty journey.
The best way to enhance the effectivity of deep gap drilling?
To enhance the effectivity of deep gap drilling, contemplate the next methods based mostly on the offered search outcomes:
1. Preserve Software Efficiency: Guarantee excessive software efficiency by specializing in the microscopic innovative form and preparation. This could cut back innovative chipping and create a secure edge rounding, finally bettering the effectivity of the slicing process.
2. Optimize Cutting Fluids: Make the most of high-efficiency excessive strain and anti-wear components, friction modifiers, and high-permeability fats lubricants in slicing fluids to scale back software put on, enhance software life, and improve slicing effectivity.
3. Make the most of Specialised Tools: Use specialised instruments and setups designed for deep gap drilling to produce high-pressure coolant, take away chips cleanly, and obtain depth-to-diameter gap ratios higher than what customary CNC machines can obtain. This optimization permits for constant, correct, and environment friendly manufacturing.
Useful resource
The above references are cited from keyence.
